¿Es la velocidad libre en RPM de control de par el mejor indicador de qué tan rápido se puede laminar un tubo?
La velocidad libre en RPM de un motor es relevante sólo como una medida de referencia sobre la base de la cantidad de potencia que se suministra al motor. En términos generales, cuanto más rápido funcione un motor a velocidad libre menos par o potencia de salida producirá. Para expandir los tubos, es conveniente laminar el tubo rápidamente, ya que esto evita el endurecimiento de trabajo del tubo y se genera menos calor por fricción. Los factores limitantes de este equilibrio de velocidad y potencia son el voltaje o la presión neumática. Estos limitan la velocidad o la potencia que se produce. El usuario tendrá que seleccionar el motor en función de su fuente de alimentación, ya sea eléctrica o neumática, y el par o los pies/libras de energía necesarios para laminar un tubo a una junta de lámina de tubo para sus parámetros.
Hay tres factores que definen qué tan rápido el expansor de tubo puede llevar a cabo su trabajo.
Ángulo de alimentación
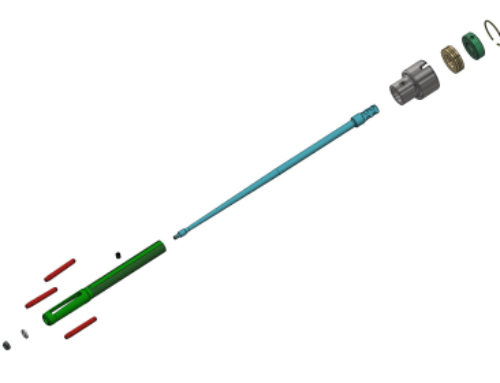
El ángulo de alimentación es el ángulo dimensional en el que se cortan las cavidades del rodillo en la jaula, que se encuentra ligeramente torcido en relación con el eje central de la jaula. Si se ve desde la parte posterior del expansor, la nariz de la cavidad está ligeramente torcida hacia la izquierda del eje central de la jaula. Si el ángulo de alimentación es muy grande, la tensión en el cuerpo del expansor será demasiada y fracturará la herramienta. Si el ángulo de alimentación es pequeño, dará lugar a la generación por fricción de calor. Este calor aumentará a un punto en el que dañará el tratamiento térmico de los rodillos y el mandril. También aumentará el tiempo requerido para completar la operación de expansión, que no será eficiente.

Mandril y cono del rodillo
El ángulo de alimentación y el cono de los rodillos y el mandril trabajan juntos. Cuando los rodillos y el mandril se insertan en el expansor y este se coloca en el tubo, la posición de los rodillos se mantiene en un ligero ángulo con respecto al mandril. Esta ubicación proporciona un movimiento de tornillo en los rodillos mientras se gira el mandril hacia la derecha. Esta rotación del mandril hace que los rollos “suban” hasta el cono del mandril, tirando el mandril más hacia la jaula y empujando los rodillos hacia afuera mientras se inserta más el mandril. Puesto que el mandril y rodillos tienen una resistencia de material más dura que el tubo, el tubo es forzado o empujado mientras los rodillos orbitan alrededor del diámetro interno del tubo. El mandril gira los rodillos, y los rodillos giran la jaula como un sistema planetario alrededor de su sol. El ángulo de alimentación y los conos controlan el número de rotaciones del mandril que se requiere para mover los rodillos a una cierta distancia desde el centro del expansor. Si el cono del mandril es demasiado agresivo, el expansor no insertará el mandril en la jaula; si el ángulo es pequeño, se necesitarán muchas más rotaciones del mandril para lograr la expansión deseada. Es un equilibrio muy preciso del ángulo de alimentación y los conos lo que permite que el expansor logre la junta laminada de tubo a tubo.
Velocidad de rotación del mandril
Durante el proceso de expansión del tubo, cada vez que el rodillo pasa por una ubicación específica en el diámetro interno del tubo, el rollo está empujando el diámetro interior del tubo, lo que “tensa” el metal. A medida que pasa el rodillo, el tubo intenta volver a su ubicación anterior debido a las propiedades elásticas del metal, este movimiento de retorno del tubo se llama «abombamiento». Cuando cada uno de los rodillos del expansor pasa por este mismo lugar, el tubo se tensa y debido a la naturaleza de metal, cada tensión y liberación provoca tensión o endurecimiento por trabajo del metal. Algunos metales se endurecen por trabajo muy rápidamente cuando se someten al proceso de expansión de tubo. Cuanto más rápido se lleva a cabo el proceso de expansión en estos materiales de endurecimiento por trabajo, menos se produce dicho endurecimiento, por lo que la velocidad o la RPM del motor de laminado tiene que ser tan rápida como sea posible dentro de los límites de la potencia que se suministra al motor.
La lubricación del expansor también ayudará a mantener el expansor frío y permitirá una mayor producción con menos acumulación de calor en la herramienta. La lubricación del expansor durante la producción ayudará a enjuagar la contaminación de la operación de laminación, lo que aumentará la vida útil del expansor. El operador puede ayudar a reducir el desgaste del expansor, manteniéndolo alineado con el eje central del tubo. Esto también ayuda en la reducción de la acumulación de calor en la herramienta durante la operación de expansión.
Estos son los principales factores en la determinación de la velocidad a la que se puede formar una junta de lámina de tubo a tubo. La velocidad libre del motor de laminado sólo se debe utilizar como referencia a la hora de seleccionar la potencia de salida final apropiada que se requiere para formar la junta de lámina de tubo a tubo deseada.